





1/5
RIM反应注射成型及低压灌注
产品详情
低压灌注反应注射成型(简称“RIM”)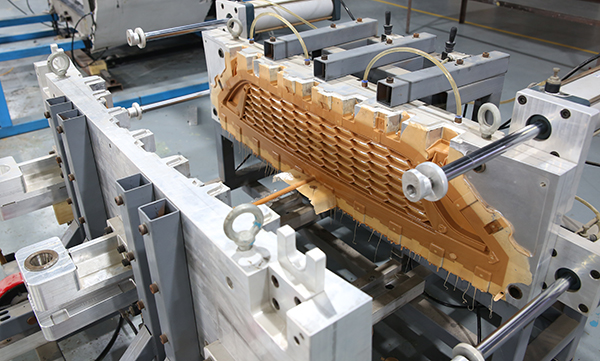
是指将具有高化学活性、相对分子质量低的双组分材料经撞击混合后,在常温低压下注入密闭的模具内,完成聚合、交联和固化等化学反应并形成制品的工艺过程。这种将聚合反应与注射成型相结合的新工艺,具有物料混合效率高、流动性好、原料配制灵活、生产周期短及成本低的特点,适用于大型厚壁制品生产,故而受到了世界各国的重视。
低压灌注的优点
低压灌注有很多优点。其中包括快速制造大量零件的能力、高表面质量、多种树脂可供选择、颜色灵活性以及可以使用多年的耐用工具。

技术参数:
适用模具: 树脂模具(100件以上);ABS模具(300件以上);铝合金模具(1000件以上)。
浇注材料:双组份聚氨酯PU。目前所用材料:HD-PU4210,DCP-RIM,AXSON-RIM 875。
物理性能:类似PP/ABS。产品具有耐老化,抗冲击力强,吻合度高,易装卸等特点。
注射压力:10MPa左右。流量控制:600g/s.
一般工作时间:15-30分钟/件,脱模温度可控制在40℃以下,脱模后零件在80℃环境下固化2-4小时性能最佳。
工艺过程:
RIM工艺过程为:单体或预聚物以液体状态经计量泵以一定的配比进入混合头进行混合。混合物注入模具后,在模具内快速反应并交联固化,脱模后即为RIM制品。这一过程可简化为:贮存→计量→混合→充模→固化→脱模→后处理。
(1)贮存。RIM工艺所用的两组分原液通常在一定温度下分别贮存在2个贮存器中,贮存器一般为压力容器。在不成型时,原液通常在0.2~0.3 MPa的低压下,在贮存器、换热器和混合头中不停地循环。对聚氨酯而言,原液温度一般为20~40℃,温度控制精度为±1℃。
(2)计量。两组分原液的计量一般由液压系统来完成,液压系统由泵、阀及辅件(控制液体物料的管路系统与控制分配缸工作的油路系统)所组成。注射时还需经过高低压转换装置将压力转换为注射所需的压力。原液用液压定量泵进行计量输出,要求计量精度至少为±1.5% ,最好控制在±1%。
(3)混合。在RIM制品成型中,产品质量的好坏很大程度上取决于混合头的混合质量,生产能力则完全取决于混合头的混合质量。一般采用的压力为10MPa左右,以获得较佳的混合效果。
(4)充模。反应注射物料充模的特点是料流的速度很高。为此,要求原液的粘度不能过高,例如,聚氨酯混合料充模时的粘度为0.1Pa.s左右。流量控制:600g/s。
(5)固化。聚氨酯双组分混合料在注入模腔后具有很高的反应性,可在很短的时间内完成固化定型。但由于塑料的导热性差,大量的反应热不能及时散发,故而使成型物内部温度远高于表层温度,致使成型物的固化从内向外进行。为防止型腔内的温度过高(不能高于树脂的热分解温度),应该充分发挥模具的换热功能来散发热量。
反应注射模内的固化时间,主要由成型物料的配方和制品尺寸决定。另外,反应注射制品从模内脱出后还需要进行二次热固化。
低压灌注成型应用行业
为什么选择凯奥的CNC加工服务?
质量认证
很荣幸获得TUV Rhineland和Dun&Bradstreet的最高国际标准认证
凯奥低压灌注加工常见问题
1、凯奥的低压灌注加工服务是内部的吗?
是的——我们的团队在我们的工厂内完成了所有的低压灌注加工。与外包加工的公司相比,这为我们提供了更高水平的生产控制。
2、凯奥可以为我制作设计图吗?
我们不提供设计服务。需要您提供2D和3D设计图纸,我们可以根据您的设计文件安排报价。
3、我怎么知道我的设计会被保密?
我们将签署并遵守任何保密或保密协议。我们工厂内有严格的 政策,未经明确许可,不得拍摄客户产品的照片。
4、我可以使用自己的材料进行生产吗?
是的,只要符合我们机器的能力,客户提供的材料就可以了。
5、制作一个注塑模具需要多长时间?
这取决于工具设计的复杂性和制造工具的材料类型。一般来说,一个非常基本的方形,由相对较软的钢如 P20 制成,可以在不到一周的时间内制作出来。非常硬的钢需要更长的切割和热处理时间,而复杂的形状或高级表面纹理可能需要三周或更长时间来准备。
6、凯奥可以提供哪些表面处理?
我们的后处理工艺有:砂光、喷漆、抛光、UV、丝印、激光蚀刻、电镀(真空镀、水镀)、阳极氧化、镀膜等。




加入我们
应聘岗位*
姓名*
手机号*
微信号*
邮箱*
咨询内容*
验证码
- 我已经阅读并同意 《隐私保护协议》